
Plasmasprutning

Genomskärning av sprutpistol vid Plasmasprutning
Plasmasprutning
Plasmasprutning är den tekniskt sett mest avancerade sprutmetoden.
Funktions-principen är följande: En plasmagas bestående av antingen argon, argon/hydrogen, argon/helium eller nitrogen/hydrogen, matas genom en ljusbåge. Ljusbågen frambringas mellan en wolframelektrod (katod) och ett kopparmunstycke (anod), båda vattenkylda.
I ljusbågen sker en kraftig upphettning, och sönderdelning av gasen. Vid detta tillstånd har gasen bundit stora energimängder och hög temperatur – upptill 20.000 grader C. Den heta expanderande gasen strömmar med stor hastighet (ca 3000 m/s) ut ur munstycket i form av en plasmastråle.
Pulvret tillförs strålen från en separat pulvermatare genom ett pullvermunstycke. Pulverpartiklarna smälter.
Utmärkt skiktkvalitet uppnås och metoden möjliggör sprutning av material med mycket hög smältpunkt som t ex kromkarbid, wolframkarbid och keramer.

Flamsprutning med pulver
Genomskärning av sprutpistol vid Flamsprutning med pulver
Flamsprutning med pulver
Från en behållare på sprutan eller en separat pulvermatare doseras pulver i en bärgas och tansporteras till munstycket där det smälts och slungas av gaslågan mot arbetsstycket.
Pulversprutning har betydligt större variationsområde än trådsprutning eftersom man då även kan spruta tillsatsmaterial som ej kan framställas i trådform. Förutom de metalliska pulvren kan olika oxider och karbider sprutas samt även metall-plastblandningar.
Pulversprutning är en kall beläggnings metod (max 150 grader C) utom då så kallade flussade pulver sprutas. Sådana skikt sintras vid 1000 grader C efter sprutningen varvid de flyter ut och löds till grundmaterialet.

Flamsprutning med tråd
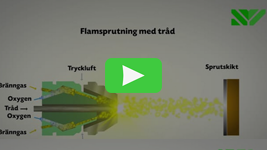
Genomskärning av sprutpistol vid Flamsprutning med tråd
Flamsprutning med tråd
Som tillsatsmaterial används specialtillverkade metalltrådar: rostfritt, kromstål, brons, molybden, zink, aluminium m m.
Tråden matas genom sprutan av ett reglerbart luft- eller el drivet matarverk. Vid munstycket smälter tråden i en oxygen-bränngaslåga. Runtom lågan tillförs en kraftig tryckluftström som finfördelar den smälta metallen och slungar partiklarna med stor hastighet mot arbetsstycket.
Luftströmmen kyler både droppar och skikt. Arbetsstycket uppvärms därför inte nämntvärt, vanligen under 150 grader C

Ljusbågssprutning
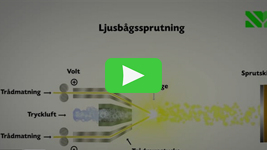
Genomskärning av sprutpistol vid Ljusbågssprutning
Ljusbågssprutning
Vid ljusbågssprutning frammatas två metalltrådar genom sprutan. Trådarna går genom var sin elektrod och blir strömförande. Elektroderna är ställda så att trådarna möts varvid en ljusbåge bildas som smälter trådspetsarna.
En kraftig luftström, från ett munstrycke mellan trådarna, finfördelar det smälta materialet och slungar partiklarna mot ytan som skall beläggas. Med sin stora sprutkapacitet och låga driftkostad är ljusbågssprutningen främst avsedd för de stora objekten.
Höghastighetsflamsprutning (HVOF)
Höghastighetsflamsprutning (High Velocity Oxy Fuel Spraying) är en vidareutveckling av flamsprutning och detonationssprutning.
Ett bränsle, vanligen gasol, hydrogen eller fotogen, blandas med oxygen och antänds i ett förbränningsrum. Förbrännings-gaserna expanderar till överljudshastighet genom ett munstycke i vilket pulver matas med en bärgas. Temperaturen är max 3 000C och de varma partiklarna får en mycket hög anslagshastighet med en kapacitet på 2-11 kg/tim. Skikten blir mycket täta.

Höghastighetsflamsprutning (HVOF)

Genomskärning av sprutpistol vid HVOF

Sintring

Termisk sprutning i 4000 bilder/sekund